English
English 日本語
日本語Khi nhắc đến tự động hóa trong công nghiệp, có lẽ bạn đã nghe đến PLC – một hệ thống máy tính công nghiệp thường được sử dụng trong các nhà máy sản xuất hiện đại vì tính đơn giản, dễ tiếp cận và đóng vai trò là điểm kết nối với các hệ thống doanh nghiệp sản xuất khác. Và để hiểu rõ hơn về PLC và vai trò của nó trong sản xuất 4.0, hãy cũng VTI Solutions tìm hiểu qua bài viết sau đây.
1. PLC là gì?
PLC (Programmable Logic Controller) là một loại máy tính công nghiệp được sử dụng để tự động hóa các quy trình sản xuất, điều khiển máy móc, và hệ thống trong các ngành công nghiệp. PLC được thiết kế để hoạt động trong các môi trường công nghiệp khắc nghiệt, với khả năng chịu nhiệt, bụi, và rung động cao.
PLC cũng sẽ thực hiện các can thiệp cơ bản, kích hoạt đầu ra khi đáp ứng các giới hạn được lập trình trước. PLC có các phần cứng linh hoạt; có thể hoạt động trong các điều kiện khó khăn cần phải có các tùy chọn nâng cao và sử dụng thời gian thực. Ví dụ, PLC có thể điều khiển một số quy trình phức tạp hơn trong các hoạt động công nghiệp, chẳng hạn như giám sát động cơ và máy móc đang chạy.
Các thiết bị này rất linh hoạt và dễ lập trình cũng như có thể hoạt động kết hợp với nhiều giải pháp quản lý sản xuất. Các PLC hiện đại được sản xuất để nâng cấp các rơ le và bộ định thời trước đây được sử dụng trong máy móc công nghiệp.
PLC thường được liên kết với các hệ thống SCADA để kiểm soát các quy trình công nghiệp bằng cách hỗ trợ các chức năng thu thập và lưu trữ dữ liệu, giao diện người-máy, quản lý giám sát và cảnh báo.

Trong thời đại công nghiệp 4.0, bộ điều khiển PLC đóng một vai trò quan trọng khi là trung tâm điều khiển, kết nối và là giao diện chính của tương tác giữa người và máy (HMI). Những tiến bộ công nghệ như robot tự động, trí tuệ nhân tạo, cảm biến công nghệ cao, điện toán đám mây và Big Data được thiết lập để thay đổi hoàn toàn bộ mặt của ngành sản xuất.

2. Cấu tạo và nguyên lý hoạt động của PLC

2.1. Phần cứng
Các thành phần chính của bộ điều khiển PLC bao gồm khối xử lý trung tâm (CPU), bộ nguồn, thiết bị lập trình và các mô-đun đầu vào và đầu ra (I / O).
CPU
CPU là bộ não của PLC và thực hiện các hoạt động được lập trình. Các hoạt động hoặc đầu ra (output) này được thực hiện dựa trên các tín hiệu và dữ liệu được cung cấp từ các đầu vào (input) được kết nối.
Mô-đun I / O
Mô-đun đầu vào kết nối các thiết bị bên ngoài khác nhau, chẳng hạn như cảm biến, công tắc và nút nhấn với PLC để đọc các thông số kỹ thuật và các dữ liệu tương tự khác, chẳng hạn như nhiệt độ, áp suất, lưu lượng, tốc độ, v.v. Mô-đun đầu ra chuyển đổi tín hiệu từ CPU thành các định dạng kỹ thuật số để điều khiển các thiết bị đầu ra.
Nguồn cấp
Bộ nguồn cung cấp năng lượng cho PLC bằng cách chuyển đổi nguồn AC đầu vào có sẵn thành nguồn DC theo yêu cầu của CPU và các mô-đun I / O để hoạt động bình thường.


2.2. Phần mềm
Hệ thống PLC thường được lập trình với các nền tảng phần mềm riêng của từng nhà cung cấp. Khi nền tảng được xác định, lập trình thực tế của logic PLC có thể được thực hiện theo một số phương pháp khác nhau. Các phương pháp lập trình PLC phổ biến nhất bao gồm:
- Logic bậc thang (Ladder Logic) – Ngôn ngữ lập trình Ladder
Đây là một ngôn ngữ lập trình PLC đồ họa và là phương pháp lập trình phổ biến nhất. Ladder Logic (Ngôn ngữ Ladder/Logic Bậc Thang) có thể được sử dụng để thực thi các tác vụ như sắp xếp thứ tự, cân đo đếm, định thời gian, thao tác dữ liệu,…. Logic bậc thang được cấu trúc tương tự như logic rơle; tuy nhiên, các công tắc và cuộn dây vật lý được sử dụng trong logic rơle được thay thế bằng vị trí bộ nhớ và I / O của PLC.
- Văn bản có cấu trúc (Structured Text)
Structured Text là một ngôn ngữ lập trình PLC dựa trên văn bản và tương tự như các ngôn ngữ lập trình Python, Visual Basic hoặc C++. Lập trình với văn bản có cấu trúc có nhiều ưu điểm, chẳng hạn như chương trình yêu cầu ít không gian hơn do dựa trên văn bản thay vì dựa trên đồ họa. Ngoài ra, văn bản có cấu trúc có thể được kết hợp với các ngôn ngữ lập trình khác, chẳng hạn như tạo các khối chức năng chứa các hàm được viết trong văn bản có cấu trúc.
- Khối chức năng (Function Block)
Function Block của PLC được biểu diễn dưới dạng các khối đồ họa. Tín hiệu hoặc luồng dữ liệu đi vào khối chức năng từ các đầu vào kết nối với PLC. Khi các tín hiệu hoặc dữ liệu đến kích hoạt chức năng được lập trình trước của khối chức năng, PLC sẽ thực hiện một hoặc nhiều đầu ra. Các Function Block có thể có các chức năng tiêu chuẩn như bộ định thời, bộ đếm, tính toán các giá trị tối thiểu và tối đa, lấy giá trị trung bình,…
3. PLC hoạt động như thế nào?
Về bản chất, PLC hoạt động theo một chu trình lặp khép kín (scan cycle), liên tục diễn ra hàng nghìn lần mỗi giây để đảm bảo hệ thống được điều khiển chính xác – ổn định – theo thời gian thực. Chu trình này gồm 3 bước chính:

3.1. Nhận tín hiệu đầu vào (Input)
Ở bước đầu tiên, PLC thu thập dữ liệu từ các thiết bị đầu vào được kết nối với nó. Đây là những tín hiệu phản ánh trạng thái thực tế của máy móc và môi trường vận hành, chẳng hạn như:
-
Nút nhấn Start / Stop
-
Cảm biến quang phát hiện vật thể
-
Cảm biến nhiệt độ, áp suất, mức chất lỏng
-
Công tắc hành trình, encoder đo vị trí
Các tín hiệu này có thể ở dạng số (ON/OFF) hoặc tương tự (analog). PLC sẽ đọc toàn bộ trạng thái đầu vào và lưu tạm vào bộ nhớ để chuẩn bị xử lý.
3.2. Xử lý logic điều khiển (Processing)
Sau khi nhận đủ tín hiệu đầu vào, PLC bắt đầu chạy chương trình điều khiển đã được lập trình sẵn. Đây là “bộ não” của hệ thống, nơi mọi logic vận hành được xử lý, ví dụ:
-
Điều kiện ON/OFF (nếu – thì)
-
Bộ đếm (Counter)
-
Bộ định thời (Timer)
-
So sánh giá trị (nhiệt độ, áp suất vượt ngưỡng)
-
Trình tự hoạt động của máy móc theo từng bước
Toàn bộ logic này được thực thi theo thứ tự và trong thời gian rất ngắn, đảm bảo phản ứng nhanh với mọi thay đổi từ môi trường sản xuất.
3.3. Xuất tín hiệu đầu ra (Output)
Sau khi xử lý xong logic, PLC sẽ xuất tín hiệu điều khiển ra các thiết bị đầu ra, giúp hệ thống thực hiện hành động tương ứng. Ví dụ:
-
Bật/tắt motor, băng tải
-
Đóng/mở van điện từ
-
Kích hoạt relay, contactor
-
Điều khiển đèn báo, còi cảnh báo
Các thiết bị này sẽ tác động trực tiếp đến máy móc và quy trình sản xuất, tạo ra kết quả mong muốn đúng theo logic đã được lập trình.
4. Nguyên lý làm việc
Chủ yếu có ba bước để điều khiển quá trình hoạt động PLC
- Giám sát trạng thái của đầu vào (input)
- Thực thi chương trình điều khiển
- Cập nhật trạng thái của kết quả đầu ra (output)

Vì PLC là bộ điều khiển chuyên dụng, nên nó thực hiện các quá trình hoạt động nhiều lần, tạo thành một chu trình hoàn chỉnh. Mỗi PLC có thời gian quét và chu kỳ quét, cho phép xem xét tốc độ PLC hoạt động nhanh như thế nào.
Chu trình quét PLC (Scan Cycle) là một quá trình tuần tự và lặp đi lặp lại có 3 nhiệm vụ cơ bản. Đánh giá đầu vào, xử lý chương trình ứng dụng và thực thi đầu ra. Các tác vụ trong chu trình quét PLC được thực hiện nghiêm ngặt theo một trình tự nhất định và theo một cách thức tuần hoàn vô tận.
Các PLC quét là một phần của nhiệm vụ thứ hai (chương trình xử lý) trong chu kỳ quét và đề cập đến cách thức mà CPU xử lý chương trình ứng dụng. Trong quá trình quét PLC, các nấc của chương trình ứng dụng được xử lý từ trái sang phải và từ trên xuống dưới. CPU liên tục cập nhật trạng thái của từng đầu vào, đầu ra và các biến bên trong trong bộ nhớ dữ liệu nhưng chỉ thực hiện các đầu ra khi kết thúc quá trình quét PLC.

Thời gian quét là tổng thời gian cần để PLC hoàn thành một chu kỳ quét đầy đủ. Thời gian quét được biểu thị chung bằng mili giây (ms). Nó là một số liệu cần thiết để đo lường và xem xét vì nó có thể có tác động xấu đến khả năng điều khiển ứng dụng của PLC, đặc biệt nếu tốc độ ứng dụng nhanh hơn thời gian quét PLC.
Tất cả trạng thái input và output sẽ được lưu trữ trong phần bộ nhớ của PLC. Phần bộ nhớ cũng lưu trữ thông tin phức tạp như các công thức tính toán, tỷ lệ tương tự của đầu vào và đầu ra,…
Tóm lại, nguyên tắc hoạt động cơ bản của PLC là nó giám sát trạng thái của máy móc và quá trình, sau đó đưa ra quyết định dựa trên các chức năng logic được lập trình bởi các phần mềm được lưu trong bộ nhớ của PLC. Sau đó, PLC sẽ bắt đầu các tín hiệu đầu ra để điều khiển quá trình hoạt động sản xuất.
5. Ưu điểm và nhược điểm của PLC

5.1. Ưu điểm
Trước khi bộ điều khiển PLC được giới thiệu, Rơ le (Relay) thường được sử dụng để điều khiển quá trình trong công nghiệp. Tuy vậy, bảng điều khiển rơ le này cần được bảo trì thường xuyên, tiêu tốn nhiều điện năng hơn, thậm chí khi gặp sự cố, cần rất nhiều công sức và thời gian để tìm ra nguyên nhân vì có rất nhiều dây điện và điểm kết nối. Do đó, PLC có một số ưu điểm của so với hệ thống điều khiển Rơle:
- Hệ thống PLC dễ lắp đặt và bảo trì hơn (có ít dây hơn so với hệ thống điều khiển Rơle).
- Dễ dàng lập trình và sửa đổi logic ngoại tuyến cũng như trực tuyến (không cần thay đổi dây hay đầu cắm của hệ thống PLC trong quá trình sửa đổi).
- Hệ thống PLC không yêu cầu bảo trì nhiều (Chỉ cần sử dụng một máy tính để tải lên/tải xuống chương trình,…).
- Khắc phục sự cố dễ dàng và tiết kiệm nhiều thời gian (Rất dễ dàng khắc phục sự cố trong hệ thống này chỉ bằng cách theo dõi trạng thái chương trình thông qua phần mềm lập trình).
- PLC có thời gian hoạt động nhanh (thường tính bằng ms)
5.2. Khuyết điểm
- Khi đặt PLC ở nơi thường bị va chạm, rung lắc hay nhiệt độ quá cao, PLC có thể hoạt động kém hiệu quả và dễ hỏng hóc.
- Chi phí ban đầu cao (PLC được coi là không cần thiết khi áp dụng cho các hệ thống công nghiệp không cần thay đổi hệ thống dây điện).
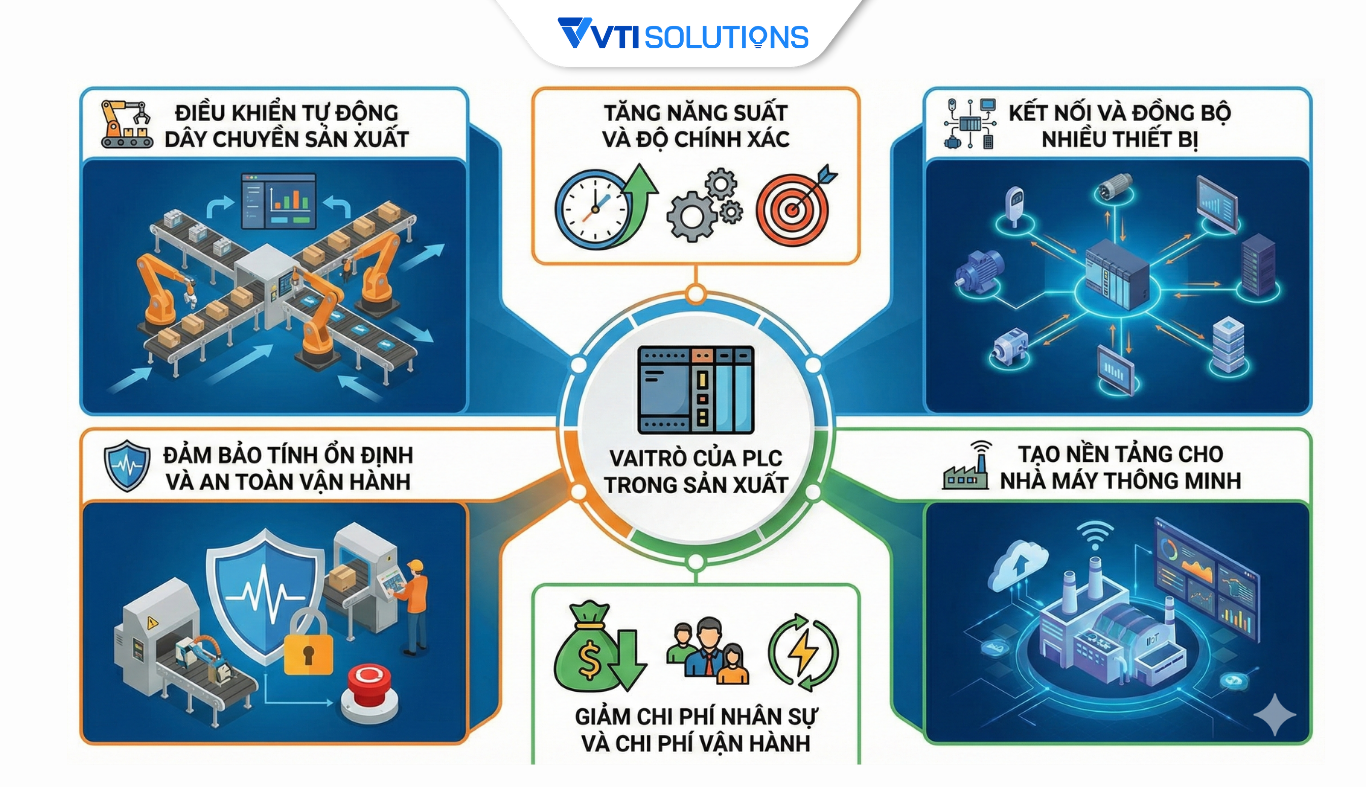
6. Vai trò của PLC trong sản xuất
Mặc dù có vài khuyết điểm, hệ thống PLC vẫn đóng vai trò quan trọng trong ngành công nghiệp sản xuất, đặc biệt là trong thời điểm nhiều nhà máy đang tìm một giải pháp mang tính chất “cầu nối” giữa phần cứng và phần mềm.
-
Điều khiển tự động dây chuyền sản xuất: Thực hiện chính xác các trình tự vận hành của máy móc (khởi động, dừng, chuyển công đoạn) mà không cần can thiệp thủ công.
-
Đảm bảo tính ổn định và an toàn vận hành: Giám sát trạng thái thiết bị, tự động dừng hệ thống khi phát hiện sự cố hoặc vượt ngưỡng an toàn.
-
Tăng năng suất và độ chính xác: PLC xử lý logic nhanh và lặp lại chính xác, giúp giảm sai sót do con người và duy trì năng suất ổn định.
-
Giảm chi phí nhân sự và chi phí vận hành: Một hệ thống PLC có thể thay thế nhiều thao tác thủ công, đồng thời giảm lỗi dẫn đến phế phẩm.
-
Kết nối và đồng bộ nhiều thiết bị: PLC đóng vai trò trung tâm kết nối cảm biến, motor, robot, HMI, SCADA trong một hệ thống thống nhất.
-
Tạo nền tảng cho nhà máy thông minh: PLC là lớp điều khiển cốt lõi để tích hợp với MES, ERP, IoT và các giải pháp AI trong chuyển đổi số sản xuất.
7. Tương lai của PLC trong bối cảnh công nghiệp 4.0
Ngày nay, hệ thống điều khiển PLC có các tùy chọn giao tiếp như Ethernet / IP (Allen Bradley), Profinet (Siemens) và Modbus TCP / IP (Modicon), cùng các tùy chọn khác,…. bao gồm tùy chọn giao tiếp của hệ thống PLC cho phép kết nối mạng với PLC khác, mô-đun đầu vào / đầu ra từ xa, thiết bị đo, động cơ, bộ truyền động và Giao diện người máy (HMI) như màn hình cảm ứng và hệ thống SCADA.
Trong tương lai, PLC có thể lập trình và cấu hình để hoạt động bền bỉ và đáng tin cậy hơn, cũng như khắc phục những điểm yếu đã nêu ở trên. Rất có thể, chúng sẽ được làm bằng các vật liệu khác nhau, như sợi quang, bền hơn nhiều so với tín hiệu điện tử, đặc biệt là trong môi trường khắc nghiệt như sàn nhà máy.
Bên cạnh đó, với việc sử dụng công nghệ IIoT, PLC cũng có thể hoạt động điều khiển từ xa từ một vị trí được bố trí phù hợp, tránh xa các điều kiện khắc nghiệt để bảo đảm hoạt động hiệu quả hơn. Điều này thực sự quan trọng, bởi vì các cảm biến và các quá trình,máy móc trong PLC nếu được bảo quản hợp lý sẽ hoạt động tối ưu hơn.
Một điều đáng nói, PLC sẽ vẫn là bộ xử lý trung tâm của các quy trình sản xuất thời gian thực và giao tiếp tốt hơn với các cảm biến đầu vào thông qua (IIoT). Với việc tích hợp với các hệ thống như SCADA hay MMS, PLC sẽ nâng cao khả năng thu thập dữ liệu và hỗ trợ tốt hơn các chương trình Machine Learning trong tương lai.
Ví dụ: dữ liệu từ PLC, kết hợp với dữ liệu từ cảm biến và SCADA để hiển thị một bức tranh toàn cảnh về các dữ liệu từ hoạt động sản xuất trong nhà máy. Các công cụ phân tích sau đó có thể cho phép người quản lý và nhiều nhân viên khác sử dụng tốt hơn các nguồn lực, lập lịch công việc theo nhiệm vụ cũng như lập lịch cho nhà cung cấp và các chức năng quan trọng khác để tạo ra dữ liệu hiệu quả hơn.
Nói tóm lại, mặc dù có tuổi đời hơn 50 năm hình thành và phát triển, hệ thống PLC hứa hẹn vẫn đóng vai trò quan trọng trong bối cảnh công nghiệp 4.0 sắp tới. Với tính đơn giản, dễ điều chỉnh và đáng tin cậy, PLC rất phù hợp với những doanh nghiệp đang bắt đầu quá trình chuyển đổi số nhà máy, tiến tới xây dựng mô hình Smart Factory.
8. Giải pháp Quản lý sản xuất thông minh toàn diện hàng đầu MESX
MESX là hệ thống điều hành quản lý toàn diện quy trình sản xuất thông minh cung cấp cho doanh nghiệp cái nhìn tổng thể trên từng công đoạn về toàn bộ quá trình sản xuất được phát triển bởi VTI Solutions.

MESX cho phép trao đổi thông tin tự động giữa các công đoạn sản xuất và các hệ thống khác trong nhà máy như hệ thống ERP (Enterprise Resource Planning), hệ thống SCADA (Supervisory Control and Data Acquisition), hệ thống PDM (Product Data Management) và hệ thống QMS (Quality Management System).
- Lập kế hoạch sản xuất: Lập kế hoạch sản xuất tổng thể hoặc theo đơn hàng. Kế hoạch sản xuất chi tiết trên từng công đoạn, máy/ dây chuyền sẽ được tạo tự động. Tự động đề xuất các xưởng, thiết bị sản xuất khi đều độ kế hoạch để tối ưu trong sản xuất, giảm thiểu lãng phí về nguồn lực trong sản xuất.
- Quản lý quy trình sản xuất: MES-X giúp quản lý và tối ưu hóa quy trình sản xuất trên từng công đoạn. Cung cấp công cụ để định nghĩa và theo dõi các bước trong quy trình sản xuất, đảm bảo tính tuần tự, đúng thứ tự và đúng quy trình của từng công đoạn.
- Quản lý chất lượng: MES-X giúp quản lý quá trình kiểm tra chất lượng và đảm bảo tuân thủ các quy trình kiểm tra và tiêu chuẩn chất lượng. Hệ thống cung cấp các công cụ để ghi lại kết quả kiểm tra, theo dõi lỗi và hỗ trợ quy trình kiểm tra lại và sửa chữa khi cần thiết.
- Cập nhật, quản lý tiến độ sản xuất: Theo dõi tiến độ sản xuất realtime (theo thời gian thực). Kiểm soát chặt chẽ và chính xác dữ liệu sản xuất giúp giảm thiểu sai sót và thất thoát
- Quản lý nhân công: MES-X hỗ trợ quản lý nhân công trong quy trình sản xuất. Hệ thống giúp theo dõi số lượng và kỹ năng của nhân viên, quản lý lịch làm việc, phân công công việc và theo dõi hiệu suất làm việc của từng nhân viên trên từng công đoạn.
- Quản lý năng lực sản xuất: MES-X cung cấp báo cáo so sánh năng suất (chỉ số OEE), hiệu năng giữa các phân xưởng, thiết bị sản xuất theo kế hoạch & thực tế một cách trực quan và chi tiết. Phân tích dữ liệu để đưa ra cải tiến về việc nâng cao năng suất trong sản xuất
- Quản lý tiến độ sản xuất: Hệ thống cung cấp báo cáo tiến độ sản xuất từ tổng quan theo đơn hàng đến chi tiết theo từng đơn vị sản xuất nhỏ nhất như phân xưởng, thiết bị sản xuất. Thống kê theo nhiều góc nhìn đa chiều giúp theo dõi tiến độ một cách realtime
- Quản Lý Chi Phí Sản Xuất: MES-X cung cấp báo cáo chi phí sản xuất chi tiết tự động bao gồm việc tính toán và theo dõi chi phí sản xuất, từ đó giúp quản lý chi phí một cách chính xác và hiệu quả.
Liên hệ với VTI Solutions để được tư vấn và nhận demo miễn phí hệ thống MES hàng đầu Việt Nam!